Rapid Machine Development
Teknic understands that getting machines to market quickly offers a competitive advantage. To help speed machine development, Teknic offers OEMs the following:
1. Remote support (in most cases, the same day) - Teknic engineers can virtually dial into your machine to help optimize the servo system for each axis.
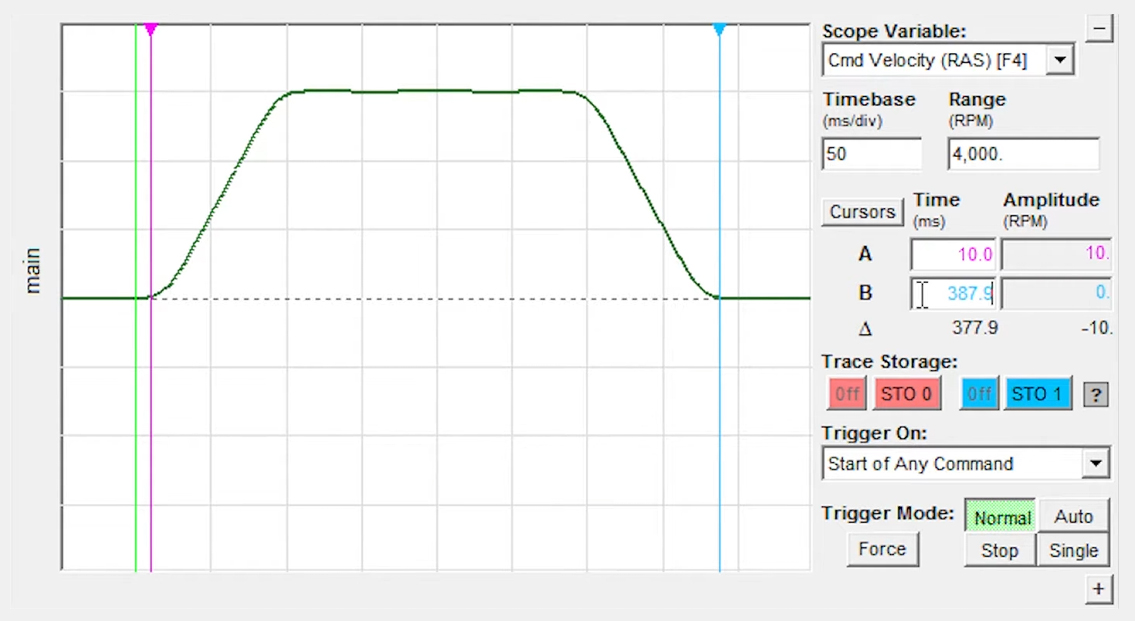
2. Software for prototyping, testing, and diagnostic purposes - Teknic's software is designed to support early and rapid prototyping, and is easy enough to use that it doesn't require a software or motion control expert. For example, mechanical engineers can optimize servo motion on an axis in as little as 15 minutes.
3. On-site support when necessary - Teknic engineers will visit OEMs on-site free of charge to optimize the motion system. We come prepared to work and we're there to help you solve problems, prevent problems, and maximize motion performance.